无论您是初次接触还是已经熟悉,我们的象山(本地)【异型管】T型管一站式服务产品视频将为您带来全新的视觉体验,让您对产品有更深入的了解。
以下是:象山(本地)【异型管】T型管一站式服务的图文介绍
【异型管】T型管一站式服务")
【异型管】T型管一站式服务")
象山异型管变形主要是焊缝收缩力大于母材强度造成的。
【1】象山异型管只有单面一条焊缝的,采用从中部开始分段退焊,即:第二段焊缝收弧在 段起弧处。
【2】象山异型管采取较小的焊接线能量,(焊接线能量与电流大小成正比,而与焊接速度成反),即:用较小焊接电流、较快的焊速。
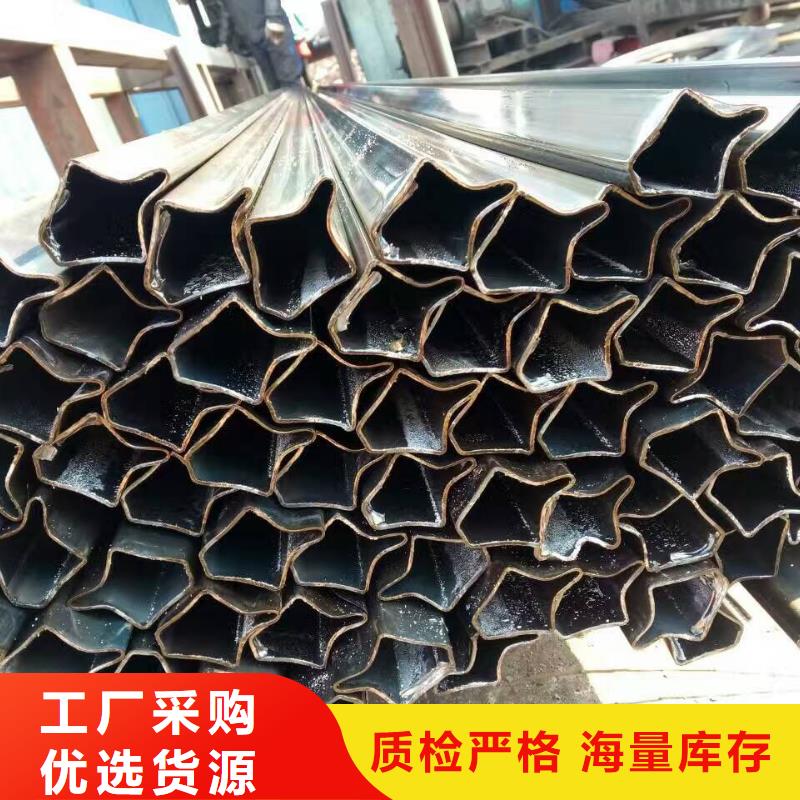
【3】象山异型管有对称的两条、四条焊缝的,从一端开始焊,采用对称越前法两条交错焊。比方: 次焊150mm长仃止,再焊对称方300mm,越过前面150mm,随后每次焊300mm,就每次越过150mm了。 异型管是带钢经过工艺处理卷制而成。一般是把带钢经过拆包异型钢管制成方形管然后剪切成需要长度。一般是50根每包。又名方形和矩形冷弯空心型钢,简称方管和矩管,代号分别为F和J1、镀锌方矩管壁厚的允许偏差,当壁厚不大于10mm时不得超过公称壁厚的正负10%,当壁厚大于10mm时为壁厚的正负8%,弯角及焊缝区域壁厚除外。2、镀锌方矩管的弯曲度每米不得大于2mm,异型钢管长度的0.15%。3、镀锌方矩管的通常交货长度为4000mm-12000mm,以6000mm和12000mm居多。方矩管允许交付不小于异型钢管产品,也可以接口管形式交货,但需方在使用时应将接口管切除。短尺和非定尺产品的重量不超过总交货量的5%,对于理论重量大于20kg/m的方矩管应不超过总交货量的11%。
【异型管】T型管一站式服务")
【异型管】T型管一站式服务")
【异型管】T型管一站式服务")
象山异型管和无缝钢管的区别:
1象山异型管主要特点是无焊接缝,可承受较大的压力。产品可以是很粗糙的铸态或冷拨件。
2象山异型管是近聊城异形钢管厂几年出现的产品,主要是内孔、外壁尺寸有严格的公差及粗糙度
象山异型管的分类:
象山异型管资料制作的脚手架有扣件式钢管脚手架、碗扣式钢管脚手架、异形钢管、承插式钢管脚手架、门式脚手架,还有各式各样的里脚手架、挂挑脚手架以及其它钢管资料脚手架。
在这个象山异型管非常常见的工艺检测方法有以下几种:
象山异型管反复弯曲试验:将试样一端夹紧。在规定半径的圆柱形表面上进行90度的重复反向弯曲,检验金属的耐反复弯曲能力并显示其缺陷的试验;
象山异型管顶锻试验:对规定尺寸的试样进行锤击或锻打。检验异型钢管在室温或热状态下承受顶锻塑性变形的能力并显示其缺陷的试验。在室温下进行的顶锻试验称室温顶锻试验,亦称冷顶锻试验。在热状态下进行的顶锻试验称热顶锻试验;
【异型管】T型管一站式服务")
【异型管】T型管一站式服务")
乐道精密钢管厂家有限公司是一家专注于 象山D形钢管、的大型企业。生产工艺严格按照ISO9001质量管理体系,产品质量得到可靠的保障。本公司一贯以“高质量的产品、合理的价格、良好的信誉服务”为基本原则。真诚的期待成为您忠实的朋友和合作伙伴,共创互惠双赢的未来!
【异型管】T型管一站式服务")
【异型管】T型管一站式服务")
【异型管】T型管一站式服务")
象山异型管工具除锈 主要使用钢丝刷等工具对钢材外表进行打磨,可以去除松动或翘起的氧化皮、铁锈、焊聊城异型管厂渣等。手动工具除锈能达异型管到Sa2级,动力工具除锈可达到Sa3级,若钢材外表附着牢固的氧化铁皮,工具除锈效果不理想,达不到防腐施工要求的锚纹深度。
象山异型管清洗利用溶剂、乳剂清洗钢材外表,以达到去除油、油脂、灰尘、润滑剂和类似的有机物,但它不能去除钢材外表的锈、氧化皮、焊药等,因此在防腐生产中只作为辅助手段。
象山异型管和无缝钢管的区别:
象山异型管主要特点是无焊接缝,可承受较大的压力。产品可以是很粗糙的铸态或冷拨件。
象山异型管是近聊城异型管厂几年出现的产品,主要是内孔、外壁尺寸有严格的公差及粗糙度
【异型管】T型管一站式服务")
【异型管】T型管一站式服务")
象山异型管焊接时,钨极从气体喷嘴突出的长度,以4-5mm为佳,在角焊等遮蔽性差的地方是2-3mm,在开槽深的地方是5-6mm,喷嘴至工作的距离一般不超过15mm。
象山异型管焊接电弧长度,焊接普通钢时,以2-4mm为佳,而焊接不锈钢时,以1-3mm为佳,过长则保护效果不好。
象山异型管为使氩气很好地保护焊接熔池,和便于施焊操作,钨极中心线与焊接处工件一般应保持80-85°角,填充焊丝与异型管表面夹角应尽可能地小,一般为10°左右。
象山异型管焊接容易受到风的影响,有时微风而产生气孔,所以风速在0.5m/sec以上的地方,都应当采取防风措施。
保护气体一般为二氧化碳气体,气体流量以20-25L/min较适宜。
象山异型管采用垂直外特性的电源,直流时采用正极性,焊丝接负极。
象山异型管为防止异型管焊接气孔之出现,焊接部位如有铁锈、油污等务必清理干净。
象山异型管焊嘴与异型管间的距离以15-25mm为宜。
【异型管】T型管一站式服务")
【异型管】T型管一站式服务")
【异型管】T型管一站式服务")



 扫一扫
扫一扫